L’arc plasma : Un phénomène naturel désormais maîtrisé pour devenir un outil performant.
En général le terme plasma s’applique aux milieux gazeux où il règne des
températures supérieures à
3 000 °C à la pression atmosphérique.
Dans l’échelle des températures, on peut considérer que c’est le quatrième état
de la matière après les états solide, liquide et gazeux.
L’état plasma se compose d’électrons, d’ions et d’atomes ou molécules excités;
il est courant dans la nature, par exemple la foudre génère un plasma.
Depuis 1960 environ, dans le domaine du soudage, la signification du mot plasma
a évolué pour définir l’état d’énergie élevée provoqué par la constriction d’un
arc électrique au moyen d’un diaphragme ou tuyère.
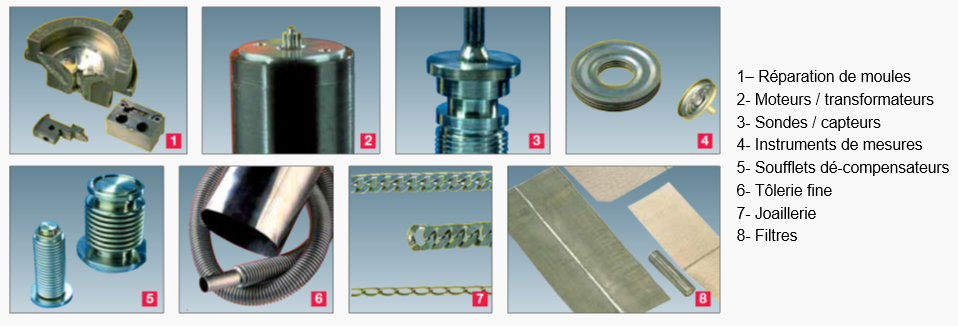
L’arc plasma est maintenant largement utilisé en sidérurgie, chimie et en
construction mécanique : C’est un outil extrêmement performant dans les techniques
de coupage et de soudage.
En ce qui concerne le soudage, on admet que le procédé plasma constitue
l’évolution technologique majeure de l’arc libre sous gaz neutre ou inerte
(procédé TIG).
Procédé Micro Plasma
L’arc plasma : Des températures élevées, un faisceau concentré, une meilleure productivité.
En arc libre (TIG) la zone des hautes températures est trop proche
de la cathode ou tungstène pour être utilisable.
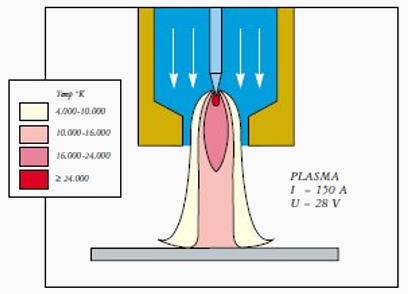
Si l’on considère maintenant la zone des températures comprises entre
4 000 et 10 000 °C , on constate qu’elle est étroite en plasma et plus
largement épanouie en TIG.
En Micro Plasma, la zone des températures de 16 000 à 24 000 °C est hors
de la tuyère. Celle de 10 000 à
16 000 °C est entièrement transférée à la pièce.
Le procédé Micro Plasma à forte densité d'énergie occupe une position privilégiée
parmi les procédés et moyens d'assemblage par fusion.
C'est l'arc électrique le plus performant.
Micro Plasma : Forte densité d’énergie, faibles déformations en soudage
º Lutte contre les déformations en soudage
L'apport d'énergie d'un arc de soudage libère localement
des contraintes pré-existantes dans les pièces (générées par le formage, le
laminage, l'emboutissage etc...) et en développe d'autres dans
l'environnement de la zone fondue.
Ces phénomènes conduisent à des déformations géométriques.
º Procédé à forte densité d'énergie
Ces déformations géométriques sont d'autant plus marqués
que l'apport d'énergie à la pièce est élevé.
Par contre, la fusion juste nécessaire en profondeur et surtout en
largeur se réalisera rapidement avec un procédé à forte densité d'énergie.
Arc Micro Plasma
Températures Micro Plasma
Arc libre TIG
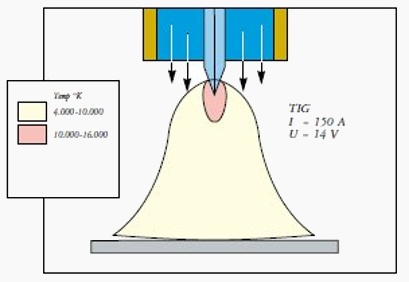
Températures TIG
º Le procédé Micro Plasma est employé pour le soudage de la plupart des
métaux nobles de faible épaisseur (excepté l'aluminium et ses alliages)
comme les aciers inoxydables, inconel, titane, zirconium, alliages argent et or etc...